Thermische Beschichtungen
Qualität optimieren &
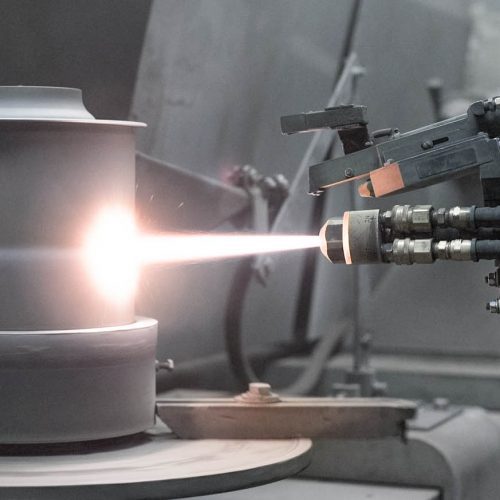
Beim thermischen Beschichten gibt es unterschiedliche Spritzverfahren, die sich aufgrund der Art des Spritzzusatzwerkstoffes, der Fertigung oder des Energieträgers unterscheiden. Die einzelnen thermischen Spritzverfahren konkurrieren in ihrer Anwendung nicht miteinander, sondern ergänzen sich durch ihre spezifischen Verfahrenseigenschaften und werden an die Bedürfnisse unserer Kunden angepasst.
Bericht über Horn im Chemiereport
Die Skulptur „Sparefroh!“ – als orginelle Darstellung des großen Einsparungspotenzials durch richtige Beschichtungen – zierte das Cover des „GTS Strahl“. Das österreichische Fachmagazin „Chemiereport“ veröffentlichte zum Thema „Thermisches Beschichtungen“ einen ausführlichen Bericht über die Firma HORN und unser spezielles Know-how. Jetzt nachlesen …


Grafik von Oerlikon
Flammspritzen mit Draht
Das als Draht vorliegende Beschichtungsmaterial wird in einem Brenner aufgeschmolzen und die entstehenden Partikel im Gasstrom auf die zu beschichtende Oberfläche aufgebracht.
Flammtemperatur: 3160 ° C \ 5720 ° F
Partikelgeschwindigkeit: 100 bis 200 m/s \ 325 to 650 fs/s
Flammspritzen mit Pulver
Das Flammspritzen mit Pulver ist wie jene Beschichtungsform mit Draht, nur wird das Beschichtungsmaterial pulverförmig eingebracht.
Flammtemperatur: 1200 ° C \ 2100 ° F
Partikelgeschwindigkeit: 30 bis 100 m/s \ 100 to 325 fs/s

Grafik von Oerlikon

Grafik von Oerlikon
Plasmaspritzen
Zwischen zwei Elektroden wird ein Plasma (ein ionisiertes Gas hoher Temperatur) erzeugt, indem ein pulverförmiger Werkstoff aufgeschmolzen und auf ein Bauteil geschleudert wird.
Plasmatemperatur: 16000 ° C \ 46830 ° F
Partikelgeschwindigkeit: 80 bis 450 m/s \ 260 to 1460 fs/s
Hochgeschwindigkeits-Flammspritzen
Ein Brennstoff wird in einer Brennkammer verbrannt. Der dabei entstehende hohe Druck ermöglicht einen Gasstrahl hoher Geschwindigkeit, der die aufgeschmolzenen Partikel des Beschichtungswerkstoffes auf das Werkstück aufbringt. Es entstehen Schichten mit sehr guten Hafteigenschaften.
Flammtemperatur: 2800 ° C \ 5070 ° F
Partikelgeschwindigkeit: 400 bis 800 m/s \ 1312 to 2600 fs/s

Grafik von Oerlikon